前陣子,3D Printer 的噴嘴堵住了,就決定維修、順便紀錄下。估計是啞光 PLA 材料過於黏稠、外加機台老化導致的。
拆卸與檢查
我的 3D 列印機型號是 Flashforge Creator Pro 這是一個老機型。
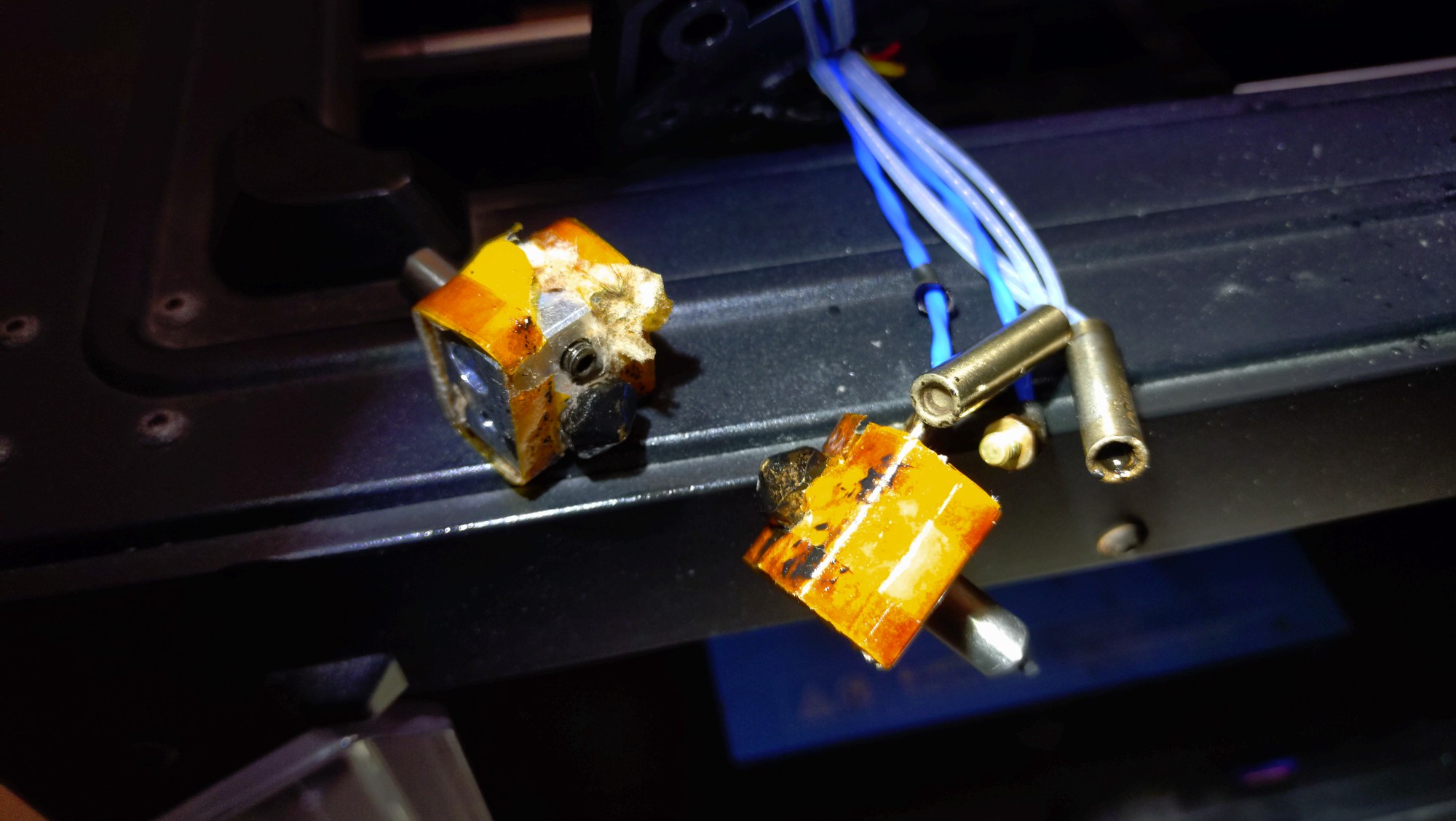
首先拆裝上面的「加熱模組」,除了側邊的材料風扇外,每個加熱噴嘴都由最長的兩根 M3 六角螺絲鎖付,從外到內分別為:
- 風扇
- 散熱片
- 進料口與支架(下方是加熱頭、K-type M4 熱電偶)
- 進料馬達

新構想:改裝程雷射切割
換新加熱噴嘴的時候,我在想「其實兩個噴嘴、我常常只用其中一個,是否能換成其他功能?」
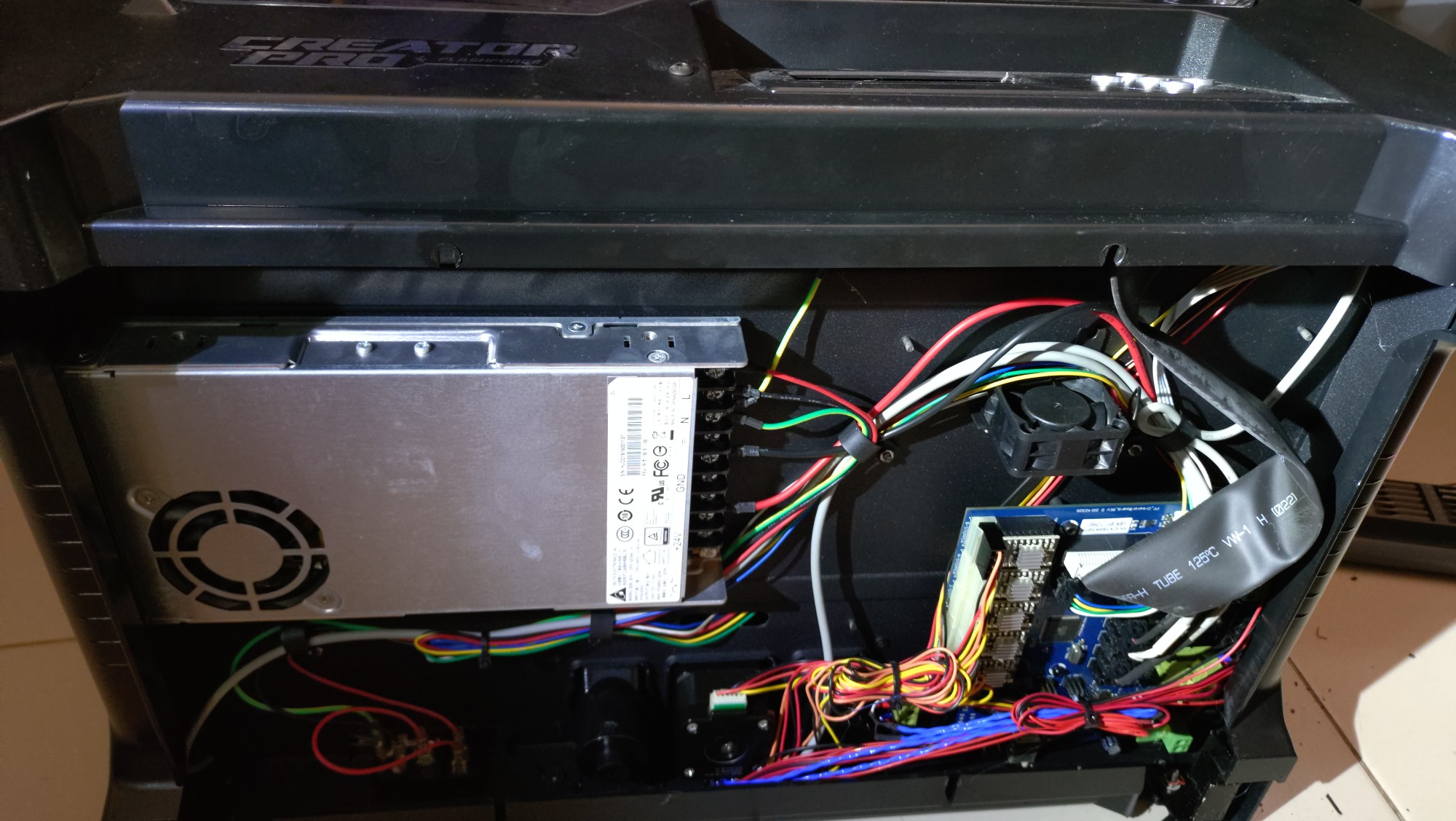
所以我打開底板,內部可以清晰看到大致結構:
- 24V 直流電源
- MightyBoard(主板)
- 馬達驅動板(6 片、含 XYZ 三軸 + 雙噴頭進料馬達)
- 2 根熱電偶線
- 2 根加熱棒線
- 2 根風扇線
韌體的行為是這樣的:
- 開始列印時,檢查噴頭溫度。如果低於目標,則加熱;反之等待降溫(開啟風扇)
- 列印過程中,可以設定風扇是否開啟
如果要把副噴頭改成雷射切割的話,先不考慮改韌體。那麼就需要:
- 讓 K-type 熱電偶輸出固定電源,騙過韌體,讓韌體以為已經達到目標溫度
- 然後我們可以把馬達驅動板(
E305283 StepDrv v2.1)偷換成自己的中間板
接腳可以這麼設定:
| 設備 | PIN | 原位置 | 原接入 | 原功能 | 新位置 | 新接入 | 新功能 |
|---|---|---|---|---|---|---|---|
| 熱電偶 | 2 | 加熱塊上(以 M4 螺絲鎖付) | MightyBoard 主版 | 偵測溫度 | 懸置 | 中間板 | 啟動時:提供詐騙電壓,讓韌體以為溫度已經可以運作。停止時:提供 0V 電壓,讓韌體以為已經冷卻。 |
| 加熱棒 | 2 | 加熱塊上 | MightyBoard 主版 | 加熱噴嘴 | 撤除 | N/A | N/A |
| 風扇 | 2 | 進料馬達前 | MightyBoard 主版 | 噴嘴散熱 | 雷射模組上 | MightyBoard 主版 | 提供雷射模組散熱。(控制邏輯同噴嘴散熱) |
| 進料馬達 | 4 | 加熱架上 | MightyBoard 主版 | 進料 | 撤除 | N/A | N/A |
| 驅動板 | 16 | 主版上 | MightyBoard 主版 | 驅動馬達 | 撤除 | N/A | N/A |
由於驅動版跟主版是對接的,可以直接把「原 PIN」當成主版的輸入來看,然後我們直接考慮中間板輸出去匹配雷射模組就好。中間板與進料馬達的轉換:
| 原 PIN 定義 | 原 PIN 功能 | 新 PIN 定義 |
|---|---|---|
| DIR | 馬達方向 | 雷射 PWM 訊號控制 |
| STEP | 馬達步進脈衝 | 雷射 PWM 訊號控制 |
| ~SLP | 驅動板睡眠模式 | N/A |
| ~RST | 驅動板復位 | 中間板復位 |
| VREF | 馬達參考電位 | N/A |
| MS2 | 馬達微步解析度 | N/A |
| MS1 | 馬達微步解析度 | N/A |
| ~EN | 馬達使能線 | 雷射 PWM 訊號控制 |
| GND | 驅動板地 | 中間板地 |
| 5V | 驅動板電源 | 中間板電源 |
| 1B | 馬達控制線 | N/A |
| 1A | 馬達控制線 | N/A |
| 2A | 馬達控制線 | N/A |
| 2B | 馬達控制線 | N/A |
| GND | 馬達地 | 雷射模組地 |
| VMOT | 馬達電源(24V) | 降壓成 12V 給雷射模組電源 |
其中,雷射 PWM 訊號強度:
- 當 EN = 0 且 DIR = 1 才運作
- 設定出絲速度 10mm/s、出絲量 100% 時的 STEP 頻率為 PWM = 10%
- 設定出絲速度 100mm/s、出絲量 100% 時的 STEP 頻率為 PWM = 100%
- PWM = clamp(PWM, 10%, 100%)
電路板可能還要再實驗才能畫出來了。由於完全兼容韌體與硬體,還需要把上蓋重新翻新,預計還得新建模,不過這樣就省去了許多麻煩(可以直接把雷射模組鎖上去)。